
- Home
- >
- Products
- >
- Household Mold
- >
- Plastic Laundry Basket Injection Mould


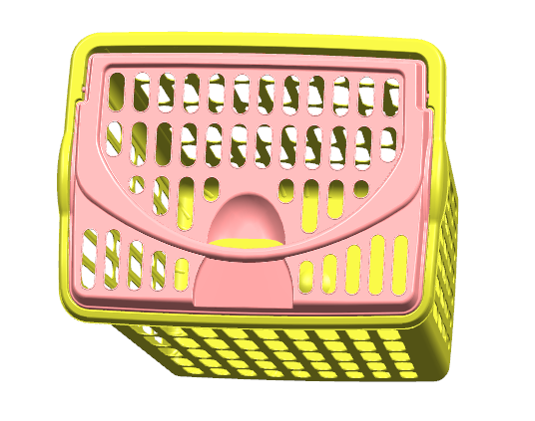
Plastic Laundry Basket Injection Mould
Brand :Focare
Product origin :China
Delivery time :60 days
Supply capacity :500 molds per year
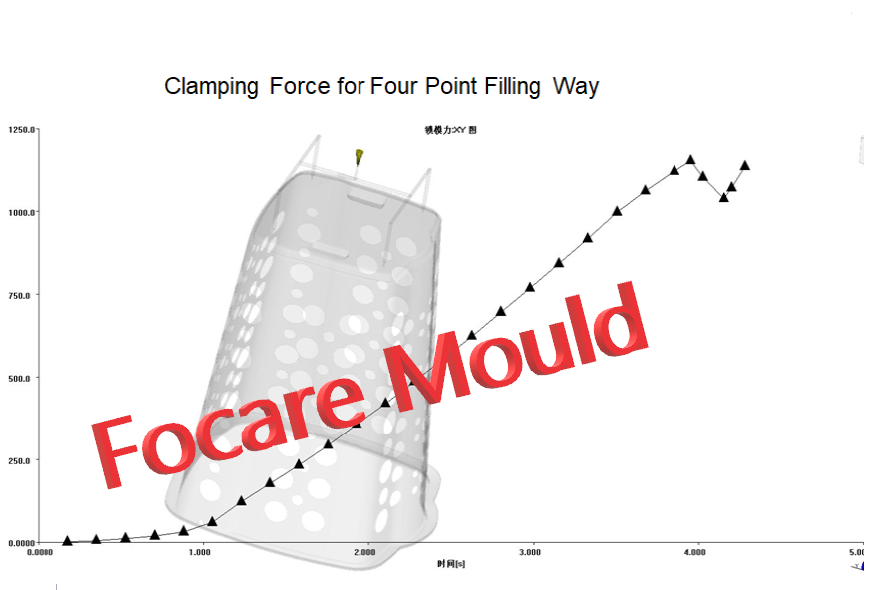
The height of laundry bucket is very high, which in-mold injection pressure is very high. Hence, it is required to produce by bigger tonnage injection moulding machine to have higher clamping force and longer opening stroke.
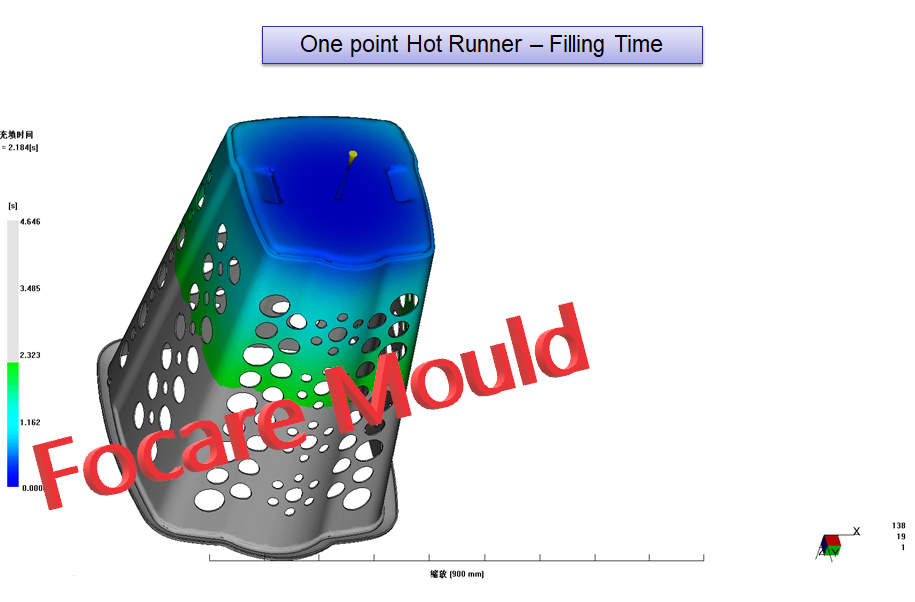
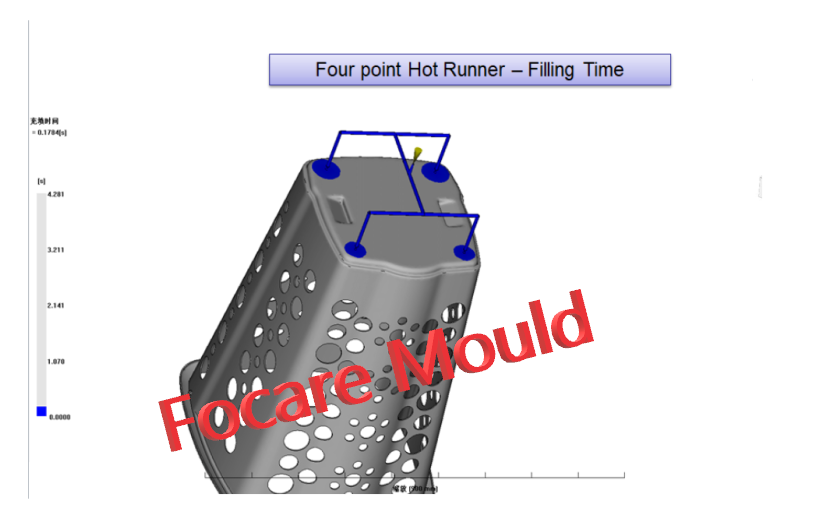
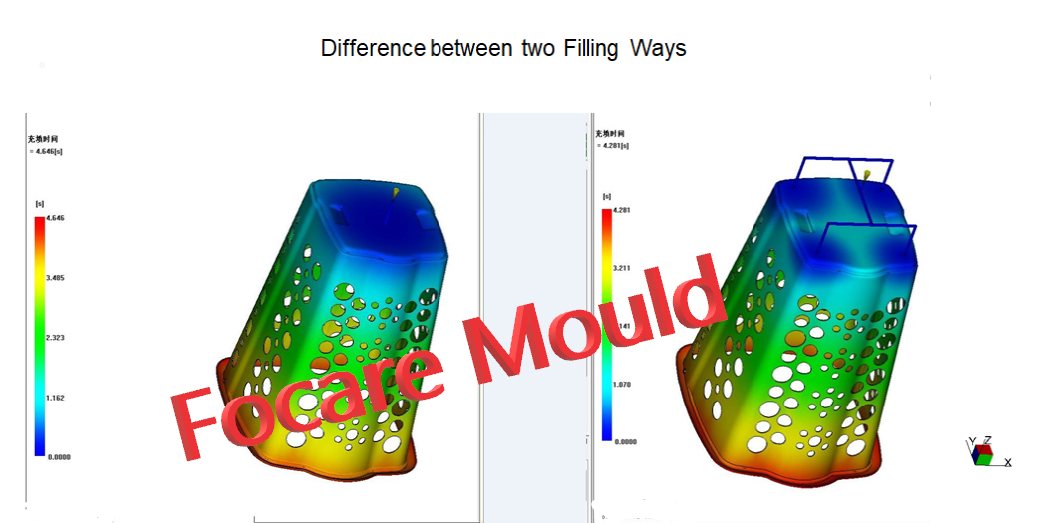
In order to reduce and balance the in-mold injection pressure, it is better to have 2 or 4 injection gates on mold design.
The main points of the gate design can be summarized as follows:
1. The gate is opened in a thick section of the plastic part, so that the molten material flows from the thick material section into the thin section to ensure complete filling;
2. The choice of gate location should minimize the plastic filling process to reduce pressure loss;
3. The choice of gate location should be beneficial to eliminate air in the cavity;
4. The gate should not be allowed to flush the melt straight into the cavity, otherwise it will generate a swirling flow, leaving traces of the rotation on the plastic part, especially the narrow gate is more prone to such defects;
5. The choice of gate location should prevent the formation of seam lines on the plastic surface, especially in the ring or cylindrical plastic parts, the cold well should be added at the melt casting of the surface of the gate. ;
6. The gate position of the injection mold with the elongated core should be far from the forming core, so that the forming core is not deformed by the flow;
7. When forming large or flat plastic parts, double gates can be used to prevent warpage, deformation and lack of material;
8. The gate should be opened as far as possible without affecting the appearance of the plastic part, such as the bottom of the edge;
9. The size of the gate depends on the size, shape and plastic properties of the plastic part;
10. When designing multiple cavity injection molds, consider the balance of the flow channels to consider the balance of the gates, and try to make the molten materials uniformly charge at the same time.

The gate, also known as the feed inlet, is the passage that connects the split runner to the cavity melt. The proper choice of gates is directly related to whether injection molded products can be injection molded in good quality and high quality. The gate design includes the determination of the shape and size of the gate section and the choice of gate location.
The time required for the molten metal to start entering the cavity to fill is called the filling time. The filling time of aluminum alloy die casting is: 0.01S~0.1S. The selection principle for fill time is:
(1) If the casting temperature of the alloy is high, the filling time should be longer;
(2) If the mold temperature is high, the filling time is longer;
(3) If the thick-walled part is far from the inner gate, the filling time should be longer;
(4) Alloys with high heat of fusion, the filling time should be longer;
(5) When the exhaust effect is poor, the filling time should be longer.
The position of the gate plays a decisive role in the shape of the melt flow front and the effect of the holding pressure, and therefore determines the strength and other properties of the injection molded article. For the factors affecting the location of the gate, including the shape, size, wall thickness, dimensional accuracy, appearance quality and mechanical properties of the product, etc.











